2.1. Pengertian heat treatment
Heat treatment
(perlakuan panas) merupakan suatu proses untuk merubah sifat-sifat dari logam
sampai suhu tertentu kemudian didinginkan dengan media pendingin tertentu pula.
Baja merupakan jenis logam yang banyak mendapatkan perlakuan panas untuk
megubah sifat mekanik sesuai dengan keinginan namun terlebih dahulu diketahui
instalasi dari baja tersebut.
Untuk mengetahui suhu
yang digunakan dapat dilihat pada gambar Fe-C dan aturan kerja perlakuan panas
pada baja:
·
Setiap jenis baja mempunyai daerah suhu yang optimal untuk pencelupan yang
terbentang dari suhu awal yang tinggi ke suhu akhir yang rendah
·
Bahan campuran baja dengan keadaan kadar karbon yang tinggi 0,3 %,
beroksidasi dengan intensif oleh karenanya harus dipanaskan sampai suhu awal.
·
Baja karbon yang tinggi dan campuran merupakan penghantar panas yang buruk
sehingga haru dipanaskan secara prlahan-lahan dan menyeluruh hingga di atas
suhu kritis.
·
Jika pemanasan dilakukan melampaui batas suhu yang diperbolehkan akan
terjadi gosong pada baja dan setelah dingin akan mengalami kerapuhan.
2.1.1 Tujuan Heat Treatment
Tujuan dari perlakuan panas
tersebut meliputi :
1.
Meningkatnya kekuatan dan kekerasannya;
2. Mengurangi tegangan;
3. Melunakkan;
4. Mengembalikan pada kondisi normal akibat pengaruh
pengerjaan sebelumnya; dan
5. Menghaluskan butir kristal yang akan berpengaruh
terhadap keuletan bahan, serta beberapa maksud yang lain.
2.1.2 Sifat-sifat Bahan
Untuk bisa menemukan bahan yang tepat untuk suatu bagian
mesin, pemahaman akan sifat-sifat bahan sangat diperlukan. Sifat-sifat bahan
yang penting adalah sifat fisik, sifat teknik, dan sifat kimia. Selain itu,
masih diperlukan pula pertimbangan-pertimbangan ekonomis dan dampak lingkungan.
Sifat fisik bahan meliputi :
·
Kekuatan
Kekuatan suatu bahan pada umumnya berpedoman pada
kekuatan tariknya.
·
Kekerasan
Kekersan suatu bahan bias diartikan sebagai
ketahanan suatu bahan terhadap penetrasi benda padat lainnya.
·
Elastisitas
·
Pemuluran
·
Berat jenis
·
Titik lebur
·
Kemampuan
menghantarkan panas dan listrik
Sifat fisik suatu bahan bisa dengan baik diukur
besarnya dan dinyatakan dengan satuan.
Sifat teknik bahan adalah kelakuan bahan paada saat
pengerjaan.
Contoh:
·
Mampu tempa
Logam yang mempunyai sifat mampu tempa yang baik
adalah dapat dibentuk dengan sejumlah tekananmvxxtanmvxpa menunjukkan
keretakan.
·
Mampu tarik
·
Ulet
·
Mampu mesin
·
Mampu las
2. 1.3 Macam-macam Heat Treatment
Pada perlakuan panas
terdapat beberapa proses yang dikenal atau dilakukan pada pemanasan logam
seperti:
a)
Annealing
Proses annealing atau proses pelunakan baja merupakan proses dimana proses
pemanasan samapi di atas suhu temperatur kristalnya. Selanjutnya dibiarkan
sampai beberapa lama, samapai temperatur merata, disusul dengan pendinginan
secara perlahan-lahan dalam tungku dan dijaga agar temperatur bagian dalma
tungku dan kira-kira sama sehingga diperoleh struktur yang diinginkan.
b)
Normalizing
Merupakan proses pemanasan logam sampai mencapai fasa austenik yang kemudian didinginkan dengan media pendingin udara. Hasil pendinginannya berupa
penit atau ferit. Namun lebih halus dibandingkan annealing.
c)
Tempering
Merupakan proses pemanasan logam
(baja) yang telah dikeraskan sampai
temperatur tertentu untuk mengurangi kekerasan baja, struktur martensit yang
sangat keras, sehingga terlalu getas. Pada proses ini mengunakan temperatur di bawah temperatur kritis
kemudian suhunya.
d)
Hardening
Merupakan proses pemanasan logam sampai atau lebih diatas temperatur kritisnya (723°C) kemudian
didinginkan dengan cepat dengan media pendingin yang telah disiapkan.
2.1.4 Jenis-jenis pengerasan permukaan
a)
Karburasi
Cara ini sudah lama dikenal oleh orang sejak
dulu. Dalam cara ini, besi dipanaskan di atas suhu dalam lingkungan yang
mengandung karbon, baik dalan bentuk padat,cair ataupun gas. Beberapa bagian
dari cara kaburasi yaitu kaburasi padat, kaburasi cair dan karburasi gas.
b)
Karbonitiding
Adalah suatu proses pengerasan permukaan dimana
baja dipanaskan di atas suhu kritis di dalam lingkungan gas dan terjadi
penyerapan karbon dan nitrogen. Keuntungan karbonitiding adalah kemampuan
pengerasan lapisan luar meningkat bila ditambahkan nitrogen sehingga dapat
diamfaatkan baja yang relative murah ketebalan lapisan yang tahan antara 0,80
sampai 0,75 mm.
c)
Cyaniding
Adalah proses dimana terjadi absobsi karbon dan
nitrogen untuk memperoleh specimen yang keras pada baja karbon rendah yang
sulit dikeraskan. Proses ini tidak sembarang dilakukan dengan sembarang
.Penggunaan closedpot dan hood ventilasi
diperlukan untuk cyaniding
karena uap sianida yang terbentuk sangat
beracun.
d)
Nitriding
Adalah proses pengerasan permukaan yang
dipanaskan sampai ± 510°c dalam lingkungan gas ammonia selama beberapa waktu.
Metode pengerasan kasus ini menguntungkan karena fakta bahwa kasus sulit
diperoleh dari pada karburasi. Banyak bagian-bagian mesin seperti silinder
barrel and gear dapat dikerjakan
dengan cara ini.
Proses ini melibatkan theexposing dari bagian untuk
gas amonia atau bahan nitrogen lainnya selama 20 sampai 100 jam pada 950 °
F. The inwhich kontainer pekerjaan dan gas Amoniak dibawa dalam kontak
harus kedap udara dan mampu mempertahankan suhu sirkulasi andeven.
2.2 JENIS MATERIAL YANG DAPAT DI HEAT TREATMNET
Dalam ilmu logam, jenis-jenis logam dikelompokkan menjadi 4
kelompok, yaitu:
1.
Logam
berat (besi, nikel, chrom, tembaga, timah hitam, timah putih, timah, dan seng).
2.
Logam
ringan (alumunium, magnesium, titanium, kalsium, kalium, natrium, dan barium).
3.
Logam
mulia (emas, perak, dan platina).
4.
Logantahan
api (wolfram, titanium, sirkonium, dan molibden).
Sedangkan jenis logam berdasarkan bahan dasar yang
membentuknya dibagi menjadi 2 kelompok, yaitu :
1.
Logam
besi (ferrous) yaitu suatu logam paduan yang terdiri dari campuran unsur
karbon dengan besi. Jenis-jenis logam ini antara lain yaitu besi tuang, besi
tempa, baja lunak, baja karbon sedang, baja karbon tinggi, serta baja karbon
tinggi dan campuran.
2.
Logam
bukan besi (non ferrous) yaitu logam yang tidak mengandung unsur besi
(Fe). Jenis-jenis logam ini antara lain yaitu tembaga (Cu), alumunium (Al), timbel
(Pb), dan timah (Sn).
1.3 Pengujian Kekerasan
1.3.1 Jenis – Jenis Pengujian
Pengujian kekerasan dapat dilakukan dengan berbagai
metode, diantaranya :
1.
Tempa
Untuk metode ini, benda kerja dipukul
dengaan menggunakan palu, jika benda kerja mengalami keretakan yang banyak berarti benda tersebut keras, sedangkan jika
benda mengalami sedikit retakan berarti benda tersebut ulet.
2.
Tarik
Pengujian
ini merupakan proses pengujian yang biasa dilakukan karena pengujian tarik
dapat menunjukkan perilaku bahan selama proses pembebanan. Pada uji tarik ,
benda uji diberi beban gaya tarik , yang bertambah secara kontinyu, bersamaan
dengan itu dilakukan pengamatan terhadap perpanjangan yang dialami benda uji.
3.
Bending
Pengujian
lengkung merupakan salah satu pengujian sifat mekanik bahan yang dilakukan
terhadap speciment dari bahan baik bahan yang akan digunakan sebagai konstruksi
atau komponen yang akan menerima pembebanan lengkung maupun proses pelengkungan
dalam pembentukan. Pelengkuan (bending) merupakan proses pembebanan terhadap
suatu bahan pada suatu titik ditengah-tengah dari bahan yang ditahan diatas dua
tumpuan.
4.
Mekanik
Yaitu dengan menggunkan alat berupa gerinda
atau punch dengan cara merusak permukaan alat.
5.
Kimia ( pengujian dengan larutan ETSA )
Tujuan
dari pengujian ini adalah untuk memeperjelas batas butir yang ada pada suatu
material karena larutan etsa akan memeberi warna tambahan pada batas butir.
Namun larutan ini dapat merusak batas butir tersebut.
6.
Goresan
Merupakan pengujian kekerasan
terhadap benda (logam) dimana dalam menentukan kekerasannya dilakukan dengan
mencari perban-dingan
dari bahan yang menjadi standart. Contohnya adalah pengujian metode MOH’S
7.
Tekan
Pengujian ini dilakukan merupakan
pengujian kekerasan terha-dap
bahan logam dimana dalam menentukan kekerasaannya deilakukan dengan cara
menganalisis indentasi atau bekas penekanan pada benda uji sebagai reaksi dari
pembebanan tekan.
8. Penetrant
testing
Yaitu pengujian
yang digunakan untuk melihat keretakan dan perositas dari suatu bahan.
Pengujian dengan penetrant terdiri dari 4 tahap yaitu pembersihan awal,
pemberian penetrant, pembersihan
penetrant, dan pemberian developer. Pengujian ini memiliki keuntungan yaitu
murah dan cepat dilaksanakan.
9. Uji
Struktur
Uji struktur mempelajari
struktur material logam. Untuk keperluan pengujian, material logam
dipotong-potong, kemudian potongan – potongan diletakkan di bawah dan dikikis
dengan material alat penggores yang sesuai. Uji struktur ini dilaksanakan
secara makroskopik atau mikroskopik. Dalam uji makroskopik, permukaan spesimen
diperiksa dengan mata telanjang atau melalui loupe untuk mengetahui status
penetrasi, jangkauan yang terkena panas, dan kerusakannya. Dalam pemeriksaan
mikroskopik, permukaan spesimen diperiksa melalui mikroskop metalurgi untuk mengetahui
jenis struktur dan rasio komponen-komponennya, untuk menentukan sifat-sifat
materialnya.
10. DLL
2.3.2 Alat-Alat Pengujian Kekerasan
Kekerasan (Hardness) adalah
salah satu sifat mekanik (Mechanical properties) dari suatu material.
Kekerasan suatu material harus diketahui khususnya untuk material yang dalam
penggunaanya akan mangalami pergesekan (frictional force) dan deformasi
plastis. Deformasi plastis sendiri suatu keadaan dari suatu material ketika
material tersebut diberikan gaya maka struktur mikro dari material tersebut
sudah tidak bisa kembali ke bentuk asal artinya material tersebut tidak
dapat kembali ke bentuknya semula. Lebih ringkasnya kekerasan didefinisikan
sebagai kemampuan suatu material untuk menahan beban identasi atau penetrasi
(penekanan).
Untuk pengujian kekerasan dengan cara ditekan terdiri
atas berbagai macam alat uji yaitu :
a. Brinnel (HB / BHN)
Pengujian
kekerasan dengan metode Brinnel bertujuan untuk menentukan kekerasan suatu
material dalam bentuk daya tahan material terhadap bola baja (identor) yang
ditekankan pada permukaan material uji tersebut (spesimen).Idealnya, pengujian
Brinnel diperuntukan untuk material yang memiliki permukaan yang kasar dengan
uji kekuatan berkisar 500-3000 kgf.Identor (Bolabaja)
biasanya telah dikeraskan dan diplating ataupun terbuat dari bahan Karbida
Tungsten.

|
|
|
|
 Dimana :
Dimana :
D =Diameter bola (mm)
d = impression diameter (mm)
F =Load (beban) (kgf)
HB= Brinell result (HB)
b. Rockwell (HR / RHN)
|
 Pengujian
kekerasan dengan metode Rockwell bertujuan menentukan kekerasan suatu material
dalam bentuk daya tahan material terhadap indentor berupa bola baja ataupun
kerucut intan yang ditekankan pada permukaan material uji
Pengujian
kekerasan dengan metode Rockwell bertujuan menentukan kekerasan suatu material
dalam bentuk daya tahan material terhadap indentor berupa bola baja ataupun
kerucut intan yang ditekankan pada permukaan material uji
tersebut.
|
Untuk mencari besarnya nilai kekerasan dengan
menggunakan metode Rockwell dijelaskan pada gambar 3, yaitu pada langkah 1
benda uji ditekan oleh indentor dengan beban minor (Minor Load F0)
setelah itu ditekan dengan beban mayor (major Load F1) pada
langkah 2, dan pada langkah 3 beban mayor diambil sehingga yang tersisa
adalah minor load dimana pada kondisi 3 ini indentor ditahan seperti kondisi
pada saat total load F yang terlihat pada Gambar 3.
Besarnya minor
load maupun major load tergantung dari jenis material yang akan di
uji, jenis-jenisnya bisa dilihat pada Tabel 1.
|
|
|
|
 |
|
Dibawah ini merupakan rumus yang
digunakan untuk mencari besarnya kekerasan dengan metode Rockwell.

Dimana :
F0 = Beban Minor(Minor
Load) (kgf)
F1 = Beban Mayor(Major
Load) (kgf)
F = Total
beban (kgf)
e =
Jarak antara kondisi 1 dan kondisi 3 yang dibagi dengan
0.002mm
E = Jarak
antara indentor saat diberi minor load dan zero reference
line yang untuk
tiap jenis indentor berbeda-beda yang bisa
dilihat pada
table 1
HR = Besarnya nilai kekerasan
dengan metode hardness
Tabel dibawah ini merupakan skala yang dipakai dalam
pengujian Rockwell skala dan range uji dalam skala Rockwell.
Tabel 1
Rockwell Hardness Scales
|
Scale
|
Indentor
|
F0
(kgf) |
F1
(kgf) |
F
(kgf) |
E
|
Jenis Material Uji
|
|
A
|
Diamond cone
|
10
|
50
|
60
|
100
|
Exremely hard materials, tugsen carbides, dll
|
|
B
|
1/16" steel ball
|
10
|
90
|
100
|
130
|
Medium hard materials, low dan medium carbon steels, kuningan, perunggu,
dll
|
|
C
|
Diamond cone
|
10
|
140
|
150
|
100
|
Hardened steels, hardened and tempered alloys
|
|
D
|
Diamond cone
|
10
|
90
|
100
|
100
|
Annealed kuningan dan tembaga
|
|
E
|
1/8" steel ball
|
10
|
90
|
100
|
130
|
Berrylium copper,phosphor bronze, dll
|
|
F
|
1/16" steel ball
|
10
|
50
|
60
|
130
|
Alumunium sheet
|
|
G
|
1/16" steel ball
|
10
|
140
|
150
|
130
|
Cast iron, alumunium alloys
|
|
H
|
1/8" steel ball
|
10
|
50
|
60
|
130
|
Plastik dan soft metals seperti timah
|
|
K
|
1/8" steel ball
|
10
|
140
|
150
|
130
|
Sama dengan H scale
|
|
L
|
1/4" steel ball
|
10
|
50
|
60
|
130
|
Sama dengan H scale
|
|
M
|
1/4" steel ball
|
10
|
90
|
100
|
130
|
Sama dengan H scale
|
|
P
|
1/4" steel ball
|
10
|
140
|
150
|
130
|
Sama dengan H scale
|
|
R
|
1/2" steel ball
|
10
|
50
|
60
|
130
|
Sama dengan H scale
|
|
S
|
1/2" steel ball
|
10
|
90
|
100
|
130
|
Sama dengan H scale
|
|
V
|
1/2" steel ball
|
10
|
140
|
150
|
130
|
Sama dengan H scale
|
c. Vikers (HV / VHN)
Pengujian
kekerasan dengan metode Vickers bertujuan menentukan kekerasan suatu material
dalam yaitu daya tahan material terhadap indentor intan yang cukup kecil dan
mempunyai bentuk geometri berbentuk piramid seperti ditunjukkan pada gambar 3.
Beban yang dikenakan juga jauh lebih kecil dibanding dengan pengujian rockwell
dan brinel yaitu antara 1 sampai 1000 gram.
Angka kekerasan
Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji (F)
dengan luas permukaan bekas luka tekan (injakan) dari indentor(diagonalnya) (A)
yang dikalikan dengan sin (136°/2). Rumus untuk menentukan besarnya nilai
kekerasan dengan metode vikers yaitu :
|

|
||||||
|


|
|
|
|
|
|
|
|
Dimana :
HV
= Angka kekerasan Vickers
F
= Beban (kgf)
d
= diagonal (mm)
d. Micro Hardness (knoop hardness)
Mikrohardness
test tahu sering disebut dengan knoop hardness testing merupakan
pengujian yang cocok untuk pengujian material yang nilai kekerasannya rendah.
Knoop biasanya digunakan untuk mengukur material yang getas seperti keramik.

Nah, setelah
kita mengetahui macam-macam pengujian untuk uji kekerasan maka kita harus
memikirkan apa yang harus kita ketahui untuk menentukan metode uji kekerasan
yang digunakan, untuk itu kita harus memperhatikan hal-hal dibawah ini :
Ø Permukaan
material
Ø Jenis dan
dimensi material
Ø Jenis data yang diinginkan
Ø Ketersedian
alat uji
2.4 Carburizing
Karburasi adalah sebuah proses penambahan unsur Karbon pada
permukaan logam dengan cara difusi untuk meningkatkan sifat fisis dan
mekanisnya. Proses karburasi ini biasanya
dilakukan pada baja karbon rendah yang
mempunyai sifat lunak dan keuletan tinggi. Tujuan
dilakukannya karburasi :
·
Menghasilkan permukaan material yang
tahan aus terhadap gesekan.
·
Namun tetap ulet pada bagian tegahnya
untuk menanggulangi hentakan pada mesin.
Ada 3 cara
penambahan karbon atau karburasi :
·
Menggunakan medium padat atau Pack
carburizing.
·
Menggunakan medium cair atau Liquid
carburizing.
·
Menggunakan medium gas atau Gas
carburizing.
1.
Medium padat atau Pack carburizing
Komponen yang akan dikarburisasi ditempatkan dalam kotak yang berisi
media penambah unsur karbon atau mediaKarburasi.
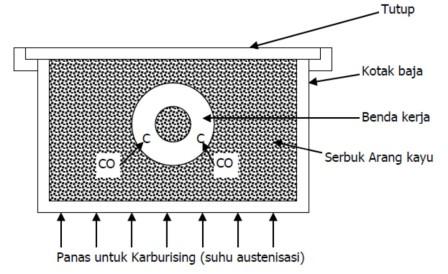
2.
Proses Pack carburizing
Dipanaskan pada suhu austenisasi (842–953 0C). Akibat pemanasan ini,
media karburasi akan teroksidasi menghasilkan gas CO2 dan CO.Gas CO akan
bereaksi dengan permukaan baja membentuk atom Karbon yang kemudian berdifusi ke
dalam baja.
3.
Medium cair atau Liquid carburizing
Pada karburasi yang menggunakan medium cair atau Liquid
Carburizing biasanya pemanasan benda kerja menggunakan garam cair (salt
bath) .
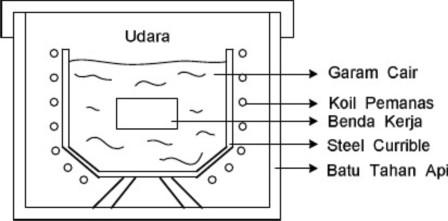
Garam cair terdiri dari campuran sodium cyanide (NaCN) atau potasium
cyanide (KCN) yang berfungsi sebagai karburasi agent yang aktif. Dengan
natrium carbonat (NaCO3) yang berfungsi sebagai energizer dan penurun titik
cair garam. Dalam praktek, NaCN lebih banyak digunakan karena relaitif lebih
murah, lebih banyak menagndung karbon dan titik cair relatif lebih rendah
(500°C)
4.
Medium gas atau Gas carburizing
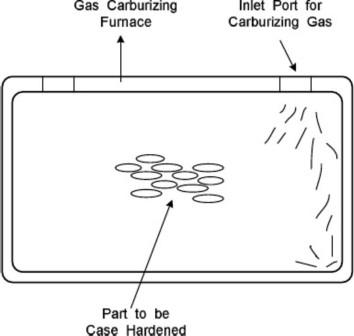
Setelah permukaan material sudah mengandung cukup karbon, proses
dilanjutkan dengan pengerasan yaitu dengan pendinginan (Quenching) untuk
mendapatkan kekerasan yang tinggi.
2.4.1 Jenis Material Carburizing
Jenis
material yang dapat di carburizing adalah logam besi dan baja.
2.4.2 Karakteristik Material Carburizing
Adapun karateristik material yang dapat dicarburizing :
Baja
carbon yang memiliki kadar carbon < 0,3 %, agar dapat dilakukan proses heat
treatment
Besi karbon
mengandungi antara 0.5% dan 1.5% karbon,
dengan sejumlah kecil mangan,
belerang,
fosforus,
dan silikon.
Besi tempa (Wrought iron)
mengandungi kurang daripada 0.5% karbon. Ia keras, mudah lentur, dan tidak
mudah dilakurkan berbanding dengan besi mentah. Ia mempunyai sejumlah kecil
karbon, beberapa persepuluh peratus. Jika ditajamkan menjadi tirus, ia cepat
kehilangan ketajamannya.
Besi aloi (Alloy steel)
mengandungi kandungan karbon yang berubah-ubah dan juga logam-logam lain,
seperti kromium,
vanadium,
molibdenum,
nikel,
tungsten
dsb.
2.5 Media Pendingin
2.5.1 Jenis – Jenis Media Quenching
Adapun
jenis – jenis media quenching yaitu :
a) Air garam
Air memiliki viskositas
yang rendah sehingga nilai kekentalan cairan kurang, sehingga laju pendinginan
cepat dan massa jenisnya lebih besar dibandingkan dengan media pendingin
lainnya seperti air,solar,oli,udara, sehingga kecepatan media pndingin besar
dan makin cepat laju pendinginannya.
b) Air
Air memiliki massa jenis
yang besar tapi lebih kecil dari air garam, kekentalannya rendah sama dengan
air garam. Laju pendinginannya lebih lambat dari air garam.
c) Solar
Solar memiliki viskositas yang tinggi dibandingkan dengan air
dan massa jenisnya lebih rendah dibandingkan air sehingga laju pendinginannya
lebih lambat.
d) Oli
Oli memiliki nilai
viskositas atau kekentalan yang tertinggi dibandingkan dengan media pendingin
lainnya dan massa jenis yang rendah sehingga laju pendinginannya lambat.
e)
Udara
Udara tidak memilki
viskositas tetapi hanya memiliki massa jenis sehingga laju pendinginannya
sangat lambat.Besi cor yang berada pada suhu outektoid yaitu pada suhu 1148 °C
rata-rata mengandung 2,5% - 4% kadar karbon yang kaya besi mengandung 2,1%
berat atau 9% atom. Atom-atom karbon ini larut secara intertisi dalam besi KPS.
Baja yang mengandung
1,2% karbon dapat mempunyai fasa tunggal pada proses penempaan atau proses
pengerjaan panas lainnya yaitu sekitar 1100°C – 1250°C pada daerah yang kaya
besi 99% Fe dan 1% C diagram Fe-Fe3C berada dengan diagram lainnya.
Perbedaan ini karena
besi adalah paimorf pada daerah 700°C – 900°C. Daerah karbon 0% - 1%. Pada
diagram ini struktur mikro baja dapat diatur.
2.5.2 Kelebihan dan Kekurangan dari Media Quenching
1.
MEDIA OLI
·
Mendinginkan lebih lambat dari air garam karena
memanfaatkan nilai visikositasi
·
Transformasi ke daerah martensit cepat dengan
menghasilkan martensit 100%
·
Nilai kekerasan tinggi tidak sebesar air garam
·
Cocok untuk benda-benda yang konstruksi rumit
dan berpotensi keretakan besar
2.
MEDIA UDARA
·
Proses pendinginan lambat
·
Transformasi ke daerah ferrite dan pearlite
·
Tidak terjadi perubahan kekerasan karena kembali
ke struktur awal
·
Nilai kekerasan rendah
3.
MEDIA AIR GARAM
·
Dapat mendinginkan cepat
·
Transformasi ke daerah martensite sangat extreme
·
Nilai kekerasan yang dihasilkan sangat tinggi
·
Memiliki struktur martensite kasar,keras, dan
rapuh
2.5.3 Faktor-Faktor Yang Mempengaruhi Laju Pendinginan Media Pendingin
a)
Densitas
b)
Viskositas
Semakin
tinggi viskositas suatu media pendingin, maka laju pendinginan semakin lambat, Viskositas adalah sebuah ukuran penolakan
sebuah fluid terhadap perubahan
bentuk di bawah tekanan shear. Biasanya diterima sebagai "kekentalan", atau penolakan terhadap
penuangan. Viskositas menggambarkan penolakan dalam fluid kepada aliran dan
dapat dipikir sebagai sebuah cara untuk mengukur gesekan fluid. Air memiliki viskositas rendah,
sedangkan minyak sayur memiliki viskositas tinggi.
2.5.4 Heat Treatment dengan pendinginan
A. Heat Treatment dengan pendinginan tak menerus
Jika suatu baja didinginkan dari suhu yang lebih
tinggi dan kemudian ditahan pada suhu yang lebih rendah selama waktu tertentu,
maka akan menghasilkan struktur mikro yang berbeda. Hal ini dapat dilihat pada
diagram: Isothermal Tranformation Diagram.

Gambar 6.4 Isothermal
transformation diagram for 0.2 C. 0.9% Mn steel
Penjelasan diagram:
Bentuk diagram tergantung dengan komposisi kimia terutama kadar karbon dalam baja.
Untuk baja dengan kadar karbon kurang dari 0.83%
yang ditahan suhunya dititik tertentu yang letaknya dibagian atas dari kurva C,
akan menghasilkan struktur perlit dan ferit.
Bila ditahan suhunya pada titik tertentu bagian
bawah kurva C tapi masih disisi sebelah atas garis horizontal, maka akan
mendapatkan struktur mikro Bainit (lebih keras dari perlit).
Bila ditahan suhunya pada titik tertentu dibawah
garis horizontal, maka akan mendapat struktur Martensit (sangat keras dan
getas).
Semakin tinggi kadar karbon, maka kedua buah
kurva C tersebut akan bergeser kekanan.
Ukuran butir sangat dipengaruhi oleh tingginya
suhu pemanasan, lamanya pemanasan dan semakin lama pemanasannya akan timbul
butiran yang lebih besar. Semakin cepat pendinginan akan menghasilkan ukuran
butir yang lebih kecil.
B. HEAT TREATMENT DENGAN PENDINGINAN MENERUS
Dalam prakteknya proses pendinginan pada
pembuatan material baja dilakukan secara menerus mulai dari suhu yang
lebih tinggi sampai dengan suhu rendah.
Pengaruh kecepatan pendinginan manerus terhadap
struktur mikro yang terbentuk dapat dilihat dari diagram Continuos Cooling Transformation Diagram.

Penjelasan diagram:
- Pada proses pendinginan secara perlahan seperti pada garis (a) akan menghasilkan struktur mikro perlit dan ferlit.
- Pada proses pendinginan sedang, seperti, pada garis (b) akan menghasilkan struktur mikro perlit dan bainit.
- Pada proses pendinginan cepat, seperti garis ( c ) akan menghasilkan struktur mikro martensit.
2.6 Pengelompokan dan Standarisasi Baja
2.6.1 Pengelompokan Baja
a.
Baja Karbon
Baja karbon adalah paduan besi
karbon di mana unsure karbon sangat menentukan sifat-sifatnya, sedang
unsur-unsur paduan lainnya yang biasa terkandung di dalamnya terjadi karena
proses pembuatannya. Sifat baja karbon biasa ditentukan oleh persentase karbon
dan mikrostruktur.
b.
Baja Paduan
Baja paduan adalah baja yang mengandung
sebuah unsur lain atau lebih dengan kadar yang berlebih daripada karbon
biasanya dalam baja karbon. Menurut kadar unsur paduan, baja paduan dapat
dibagi ke dalam dua golongan yaitu baja paduan rendah dan baja paduan tinggi.
Baja rendah unsur paduannya di bawah 10% sedangkan baja paduan tinggi di atas
10%.
c.
Baja Khusus
Baja khusus mempunyai unsur-unsur
paduan yang tinggi karena pemakaian-pemakaian yang khusus. Baja khusus yaitu
baja than karat, baja tahan panas, baja perkakas, baja listrik.
Unsur utama dari baja
tahan karat adalah Khrom sebagai unsure terpenting untuk memperoleh sifat tahan
terhadap korosi. Baja tahan karat ada tiga macam menurut strukturnya yaitu baja
tahan karat feritis, baja tahan karat martensitas dan austenitis. Baja tahan
panas, tahan terhadap korosi. Baja ini harus tahan korosi pada suhu lingkungan
lebih tinggi atau oksidasi.Baja perkakas adalah baja yang dibuat tidak
berukuran besar tetapi memegang peranan dalam industri-industri. Unsure-unsur
paduan dalam karbitnya diperlukan untuk memperoleh sifat-sifat tersebut dan
kuat pada temperature tinggi. Baja listrik banyak dipakai dalam bidang
elektronika.
2.6.2 Standarisasi Baja
a)
ASTM ( American Society for Testing Materials )
·
Strogen Steel (H3 9M-94)
·
High Strength Low alloy Structure Steel (H2 42M-93a)
·
Low and Intermediate tensile Strength carbon silicon, steel plate for
machine pane and general construction (A 284M-38)
·
High Steel Strength. Quenhead and Temporal alloy steel plate euatable for
andirum (A 514-94m)
·
Structural Steel mide 290 MPa minimum Yield point (BMM) maximum
·
High Strongth Low alloy alambium vanadium steel of structural quality
(43,72m-94a)
·
Structural carbon steel plate of improved longers (AS 37M-93a)
·
High Strength Low alloy Structural Steel 345 MPa minimum yield point 100 mm
thickness (AS 88M-94a)
·
Normalized high Strength Low alloy Structural Steel (A633-94a)
·
Low carbonate hardening, nikel copped evanium monodin, corombium and nikel
copper columbion allow steel (A710M-94)
·
Hot road stuktural steel high Strength Low alloy plate with improved in
ability (A 610 M-93a)
·
Quenhead and tempered carbon steel plates for structural aniration (A
678-94a)
b)
AISI (Americal Iron and Steel Institute) and SAE
(Society of Automotive Engineers)
Baja menurut
standarisasi AISI dan SAE merupakan spesifikasi dengan loxx digunakan untuk
paduan yang sangat minimal. Contoh baja AISI, SAE 1445, ini berarti kandungan
karbonnya adalah 0,4% dengan paduan uranium (0,4%-1,4%)
c)
Menurut UNS (United Numbering System)
Baja menurut standar UNS
hampir sama dengan standar AISI dan SAE, hanya saja menggunakan huruf di depan
ditambah lima digit untuk jenis tambahan lainnya misalnya baja AISI,SAE A 0,70%
UNS menjadi G41070 di mana awalnya G untuk baja karbon paduan rendah.
·
Rolled Steel for general structural (G 3101-87)
·
Rolled Steel for walled structural (G 3106-92)
·
Hot Rolled Atmosphetle corrosion resisting steel (G 3128-87)
·
Hot Yield Strength Steel plate for walled structural (G 3128-87)
·
Superior atmosphere corrosion resistant steel (G 3215-87)
e)
Standarisasi Jerman (DIN = Deutsche Industrie Norm.)
·
Steel for general structural purposes (17100-80)
·
Waldable tine astin steel (17102-83)
f)
Standarisasi Perancis (NF)
·
Structural Steel (A 35-501-87)
·
Structural Steel Imprived atmosphere votection vistance (H 35-502-DA)
Keterangan tambahan:
- Ferit biasa dinamakan juga Besi - α
- Austenit dinamakan juga Besi - g
- Struktur mikro diatas suhu 13500C dinamakan Besi - d
2.7 Keselamatan kerja
1.
Praktik
Heat Treatment
A. Alat
Pelindung Diri
- Pakaian
kerja standar (seragam ATS)
Digunakan untuk melindungi badan dari kemungkinan
tergores/tersayat oleh benda tajam ataupun benda-benda yang panas.
- Sepatu
safety
Digunakan untuk melindungi kaki dari kemungkinan benda
yang dapat terjatuh dari atas meja atau tempat lain dan juga melindungi telapak
kaki dari potensi benda tajam yang dapat menusuk dari arah bawah sepatu. Sepatu
safety ini dilengkapi plat/ besi yang terletak pada ujung sepatu dan bagian
alas sepatu.
- Kacamata
safety
Digunakan untuk melindungi mata dari debu-debu yang
beterbangan dan berpotensi masuk kemata. Kacamata safety diwajibkan untuk
digunakan ketika diarea perbengkelan. Standar kacamata yang digunakan Z87+.
- Cotton
glove
Digunakan untuk melindungi tangan dari benda-benda panas.
- Jaket
dan sarung tangan
Digunakan untuk melindungi tubuh dari benda-benda panas
dan sinar ultraviolet.
- Face
shield
Digunakan untuk melindungi wajah dari percikan api dan
serpihan benda yang panas.
- Masker
Digunakan untuk melindungi saluran pernapasan dari debu
yang mengandung zat besi, kimia,dll.
B. Hal
–hal yang perlu diperhatikan
- Gunakan
alat pelindung diri yang diwajibkan pada setiap proses
- Bersihkan
benda-benda/tumpahan oli yang berserakan di lokasi heat treatment.
- Pastikan
bahwa thermocouple tidak terkena benda panas/ box yang dimasukkan kedalam
furnace.
- Gunakan
semua peralatan sesuai fungsinya.
- Pengopersian
furnace harus dengan persetujuan dan didampingi oleh instruktur.
- Pasang
tanda peringatan “AWAS!!! BENDA PANAS“ disekitar benda panas pada
setelah proses pemanasan (Heat Treatment).
- Saat
melaksanakan quenching, pastikan bahwa sarung tangan tidak terkena/ tercelup ke
oli quenching, karena berpotensi menyebabkan terbakarnya sarung tangan tahan
api.
C. Potensi
Bahaya
- Tangan
tergores kawat saat mengikat benda.
- Terpeleset
akibat benda-benda/ oli yang berserakan /berceceran di lokasi praktik.
- Tangan
melepuh/terbakar akibat menyentuh atau memegang benda panas.
- Pakaian
,jaket dan sarung tangan terbakar akibat menyentuh atau memegang benda/box
panas.
- Wajah
atau badan terkena oli panas akibat membuang atau melempar benda kedalam oli
quenching.
- Tangan
terbakar akibat nyala api pada oli quenching yang disebabkan oleh benda kerja
yang tidak dicelupkan seluruhnya ke dalam media pendinginan “Quenching”.
- Sarung
tangan tahan api terbakar karena terkena/tercelup ke oli saat proses quenching.
2.
Praktik
Uji Kekerasan
A. Alat
Pelindung Diri
-
Pakaian kerja
-
Cotton glove
-
Safety glasses
-
Safety shoes
B. Hal-hal
yang perlu diperhatikan
-
Gunakan peralatan safety yang diwajibkan.
-
Bersihkan benda-benda/ tumpahan oli yang berserakan di
lantai.
-
Pastikan indentor tidak terbentur pada benda kerja saat
setting.
-
Pastikan bahwa indentor tidak jatuh.
-
Gunakan semua peralatan sesuai fungsinya.
-
Tanyakan pada instruktur jika pengoperasian alat belum
dimengerti.
-
Gunakan anvil yang sesuai untuk bentuk benda kerja.
-
Master kalibrasi mesin tidak boleh digunakan oleh
mahasiswa, kalibrasi dengan mengunakan master kalibrasi dilakukan oleh
instruktur/ penanggung jawab alat uji kekerasan.
C. Potensi
Bahaya
-
Tangan tergores bagian yang tajam pada benda kerja.
-
Terpeleset akibat menginjak benda-benda/ oli yang
berserakan/berceceran di lantai.
-
Alat uji pecah, akibat pemilihan type penguji yang tidak
sesuai.